FASTENER TECHNOLOGY INTERNATIONAL AUGUST 2013
by:
David E. Bauer
Product Marketing & Training Manager, ASNT NDT EC Level III
William Hoffmann
District Manager, ASNT NDT EC/UT Level III
Chib Iheagwara, Ph.D., Project Engineer
Jean R Gould, Marketing Manager
Magnetic Analysis Corporation
Elmsford, NY, USA
www.mac-ndt.com
A wide variety of features and accessories greatly enhance and optimize comparator capabilities.
Rapid Inspection of Fasteners and Metal Parts
Rapid inspection of fasteners and metal parts for properties such as heat treatment, hardness, and alloy is a key requirement in meeting today’s stringent specifications in the automotive, aerospace, nuclear, and similar demanding industries. Improperly heat-treated parts can result in costly machining issues, rework, lost production time, and product failure. A roller used in a car starter motor, a pin used to attach the rocker arm to the valve train, or a bolt in a connecting rod assembly can fail if it is not properly heat-treated and hardened, resulting in serious safety issues.
It is not difficult to take samples of these parts and subject them to definitive tests for hardness such as Rockwell and Brinell tests. However, these and other laboratory tests are time-consuming and destructive, measuring a metal’s hardness by determining its resistance to the penetration of a nondeformable ball or cone. These tests determine the depth to which such a ball or cone will sink into the metal under a given load within a specific period of time. But for producers handling thousands of parts an hour, an inexpensive and more practical method is called for (see Figure 1).

Fortunately, there is an economic, reliable technology that meets this need—eddy current and electromagnetic comparators. Today’s improved comparators offer a reliable, quick way to test and sort large quantities of metal parts for hardness, alloy, dimensions, and some other physical characteristics. Modern-day comparators can include many features that optimize the ability to differentiate between signals from wanted and unwanted conditions. Broad frequency ranges enhance selectivity. Screen displays can have rectangular, elliptical, and other shaped target region thresholds, allowing the customer to capture the clustered peak signals for a batch of parts and set the boundaries to correspond to each group.
Threshold levels within target regions can be set to select signals based on amplitude, phase, or a combination of both. Test speeds can reach thousands of parts per hour, and outputs can alert operators when a specified number of parts have been tested. Reports can categorize the number of pieces that signaled within each target region (see Figures 2, 3, and 4).



How Eddy Current & Electromagnetic Technology Works
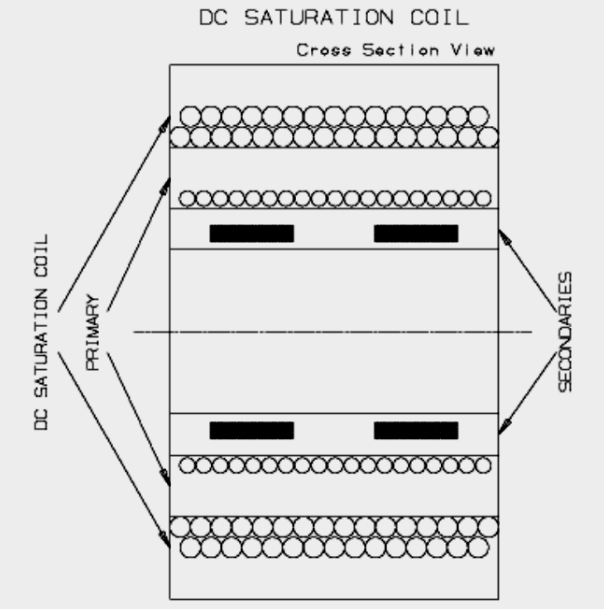
Eddy current comparators operate on the principle that when a metal part is placed inside or close to a test coil, which is excited by an alternating current, it causes an impedance change in the coil that is directly related to the permeability, conductivity, and physical dimensions of the part. Variations in conditions such as hardness or heat treatment in a part cause a change in permeability, and changes in alloy will affect the conductivity.
Likewise, a significant change in the dimensions of the part will also affect the conductivity and permeability and create an impedance change that can be detected by the instrument. Nonmagnetic (nonferrous) materials have differences in electrical conductivity. Magnetic (ferrous) materials have differences in both electrical conductivity and magnetic permeability, although the permeability differences caused by heat treatment changes generally have a greater effect.
When sorting for differences in dimension, the entire part should be within the field of the test coil, except where the differences are those of inside or outside diameter, or in some instances when the piece is moved against a stop to check length, or a split coil is utilized.
The coil’s impedance changes result in displayed signals having different amplitudes, phase angles, or harmonic distortion. Dimensional changes will usually produce a difference in amplitude. In some cases of nonmagnetic material, they will produce a phase change. Also, the phase angle difference between two materials will be greatly affected by the excitation frequency. The harmonic distortion presentation, which occurs when high power is used on ferrous material to nearly saturate the part, is an excellent way to indicate differences in core hardness. These changes can be detected by the comparator’s electronics, displayed on a monitor, and gated for automatic sorting outputs.
Sample Requirements
To operate a reliable test and make the separation that is needed using a comparator, a known acceptable group of samples with the conditions you want to test and separate is required. A frequently used method, particularly when testing or sorting larger parts or parts with a wider range of variations, is the comparative or two-coil method. A reference coil and test coil are electrically balanced through the use of two sample parts of similar characteristics.
The sample part in the reference coil remains in the coil throughout the test, and care must be taken that there is no change in its position or temperature. The parts needing to be tested are then run through the test coil, and any parts that display a difference in output from the initial balanced output are rejected. This comparative, two-coil method is also used for applications where high-sensitivity testing is required. In high-sensitivity testing, maintaining a high “fill factor” (i.e., the percentage of the interior diameter of the test coil that is filled by the product being tested) is important.
The advantage of this method is that it almost completely suppresses internal or external extraneous disturbances such as temperature variations or stray magnetic fields, which can interfere with the accuracy of the test. The two-coil method is generally used when harmonic evaluation is used for sorting.
Where a part has variations in several characteristics, the condition that the customer is attempting to detect must be distinguishable from other conditions present in the part. A frequent misconception is that when a comparator is set up to sort for a particular difference, that difference is all that is sorted. In actuality, the comparator is set up on a particular piece with specific characteristics, and any deviation from those characteristics will be detected. For example, when the comparator is set up to separate a known alloy mix, it will also separate out other unknown differences such as parts that are the wrong size or improperly heat-treated.
Today’s comparators provide choices including a range of frequencies, phase, and amplitude selection that are meant to enhance the capability to find the optimum setup and verify that the critical condition you need to find can be detected and differentiated from other condition changes that may exist.
If the user only wishes to sort for variations in one property, those differences usually must be greater than the differences that may occur in other properties. The optimum method for determining whether a comparator will make the particular separation that is needed is to conduct a trial of the equipment on actual samples of your test material. The results of these trials can be saved and then compared with later results of destructive tests such as sectioning case-hardened parts.
Comparator Accessories
Today’s comparators can be installed along with automated feeding mechanisms such as a vibratory bowl that feeds the parts through the test coil, as well as a gate that sorts the parts into acceptable, below-specification, and above-specification conditions.
Utilizing careful setup and experimentation on an actual sample part, applications can cover a broad range of products.
Automotive Racing Products Inc. (ARP), a well-known manufacturer of high-performance fasteners for racing cars, is making use of a low-frequency electromagnetic comparator to test for hardness in connecting rod bolts (see Figure 5).

Additionally, a company in Europe is testing expanders (a high-performance sealing device for fluid power components) for missing thread, chamfer, and ball. Rivets, nuts, clips with special shapes, roller bearings, and bearing races are being tested for hardness as well as other characteristics.
In another application, a company sorting 3/16" diameter steel tension pins (roll pins) for length needed to separate the 1-1/2" long pins from pins that were approximately 1/8" longer. The company had been attempting to hand sort, which severely limited the size of orders that could be handled. A comparator equipped with split eddy current coils to provide full coverage of the entire length allowed a successful sort to solve the customer’s problem.
In another application, cylindrical rollers used in car starter motors, made of 52100 steel, in an OD range from 5 to 7 mm and lengths of 7.8 to 13.5 mm, are being tested for heat treatment condition and hardness control at speeds as high as 200 ppm (see Figure 6).

A distributor of automotive parts is using an eddy current comparator to check for hardness in rocker arm pins and a low-frequency electromagnetic comparator to detect gas pockets in the rocker arm that result from the casting process. Both parts are critical in maintaining valve train stability (see Figure 7).

Used properly, eddy current and electromagnetic comparators can play an important role in maintaining a high standard of quality in metal parts.