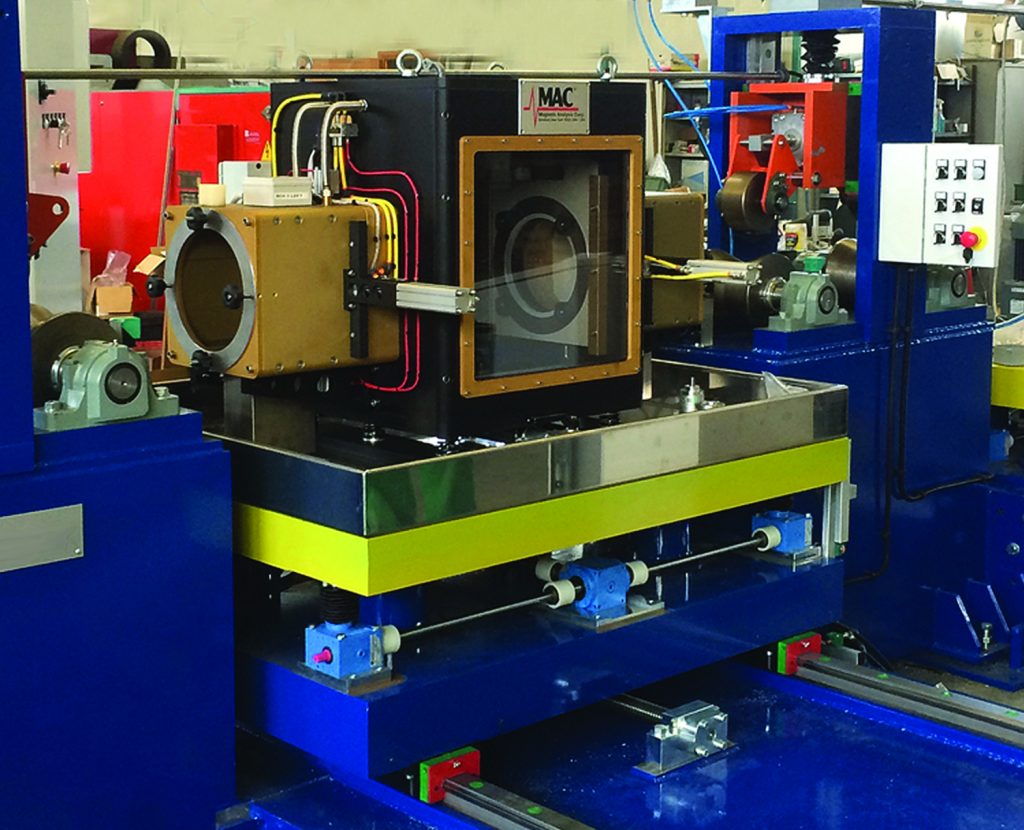
Flux Leakage AC Method for Testing Bars
Highly sensitive Flux Leakage AC technology is now available for hot rolled black steel bar, which has surface conditions that used to make finding shallow defects very difficult, if not impossible. AC Flux Leakage method is the most linear method to detect surface seams. This method is the most accurate method when a particular seam inspection depth threshold is required. It works with Ferromagnetic materials only.